Системы конвейеров и подъемников в упаковочных машинах являются ключевыми компонентами современных линий производства. Эти устройства обеспечивают точное и синхронное перемещение материалов на различных этапах упаковки, от подачи до укладки. Сектор стремительно развивается, сталкиваясь с растущими требованиями к автоматизации, увеличению пропускной способности и компактным решениям для оптимизации использования производственных площадей.
Типичное оборудование в этой области включает ленточные конвейеры, роликовые конвейеры, цепные подъемники и роботизированные манипуляторы. Растущий тренд на модульные, энергоэффективные и малообслуживаемые решения особенно актуален в пищевой и фармацевтической промышленности, где гигиена и контроль загрязнений играют критически важную роль.
Проблемы и вызовы отрасли
- Требования к производительности: Синхронизация конвейерных лент и подъемников требует высокого крутящего момента при низких скоростях и точного управления движением и позиционированием.
- Надежность и стабильность: Частые стоп-стартовые операции, а также высокие нагрузочные вариации, создают серьезные нагрузки на систему привода, часто приводя к механическим сбоям или простою.
- Энергоэффективность: С ростом стоимости энергии становится особенно важным использовать системы передачи, которые снижают энергопотребление.
- Компактность: Упаковочные машины всё чаще должны быть компактными, чтобы обеспечивать гибкое и масштабируемое встраивание в линии производства.
- Условия окружающей среды: Жёсткие условия, включая высокую температуру, пыль и влажность, требуют от систем привода высокой устойчивости и защиты.
Ключевая роль и технические требования редукторов в этой отрасли
В упаковочном машиностроении редукторы играют ключевую роль в управлении скоростью, крутящим моментом и направлением. Интеграция конвейеров и подъемников требует от редуктора следующих характеристик:
- Высокая плотность крутящего момента: Возможность генерации высокого крутящего момента в компактном корпусе важна для стабильности при больших нагрузках.
- Точность и надежность: Высокоточные редукторы обеспечивают синхронное движение между компонентами конвейера и подъемника, минимизируя ошибки и смещение продукции.
- Быстрое срабатывание и плавность работы: Ответственные и вибрационно-свободные движения необходимы для плавной обработки материалов и снижения износа.
- Высокая способность самоблокировки: Особенно важна для подъемников, где отказ привода может привести к катастрофическим последствиям из-за действия силы тяжести.
- Компактность и модульность конструкции: Позволяет гибко интегрировать редуктор в различные виды машин, а также обеспечивает простоту обслуживания и замены.
- Экономическая эффективность: Высокопроизводительные редукторы должны быть экономически обоснованными для массового производства и широкого применения.
- Адаптация к окружающей среде: Устойчивость к пыли, влаге и экстремальным температурам требуется в большинстве промышленных применений.
- Долгий срок службы и низкая потребность в обслуживании: Надежный и долговечный редуктор снижает простои и общую стоимость владения.
Решение Waimica по редукторам червячных передач для конвейеров и подъемников
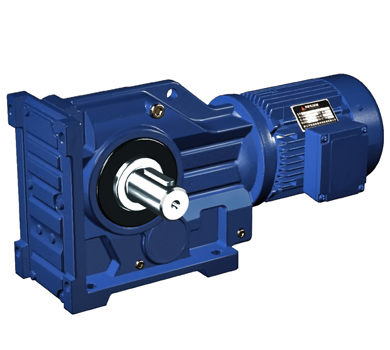
Waimica разработала серию червячных редукторов, специально адаптированных под потребности упаковочного машиностроения. Наши конструкции решают ключевые проблемы за счет сочетания высокой производительности, прочности и экономической эффективности. Ниже приведены основные параметры и характеристики, соответствующие требованиям отрасли:
- Структурный дизайн: Червячные редукторы Waimica обладают компактной и модульной конструкцией, что идеально подходит для интеграции в ограниченных пространствах. Устройства поддерживают несколько вариантов монтажа (горизонтальный и вертикальный) и включают встроенные решения для удобного монтажа и обслуживания.
- Параметры производительности: Наши редукторы разработаны под конкретные требования крутящего момента и скорости, характерные для конвейеров и подъемников. Они обеспечивают высокую эффективность и низкий люфт, гарантируя плавную и точную работу.
- Специальные условия эксплуатации: Редукторы Waimica могут работать в экстремальных условиях, включая высокие температуры и чистые помещения, с защитой IP65 и выше, предотвращая проникновение пыли и влаги.
| Параметр | Спецификация |
|---|---|
| Диапазон крутящего момента | 100 - 5000 Нм |
| Эффективность | 70% - 90% (в зависимости от передаточного числа) |
| Люфт | < 15 угловых минут |
| Тип входного фланца | ISO 9445, IEC, NEMA |
| Варианты установки | Горизонтальные, вертикальные, фланцевые, на подставке |
| Класс защиты IP | IP65, IP67 (по запросу) |
| Диапазон температур | -20°C до +80°C |
| Тип смазки | Масло или густая смазка, с возможностью выбора долговечной запечатанной смазки |
| Возможность кастомизации | Доступны специальные передаточные числа, выходные типы и конфигурации установки |
Заключение и ценность бренда Waimica
Червячные редукторы Waimica представляют собой проверенное, высокопроизводительное решение для сложных и требовательных систем конвейеров и подъемников в упаковочном машиностроении. Благодаря передовым инженерным решениям, высококачественным материалам и сильному вниманию к кастомизации, мы предлагаем альтернативу, технически превосходящую и экономически конкурентную глобальным брендам.
Наше техническое преимущество включает:
- Высокий крутящий момент и низкая скорость для точной обработки материалов
- Модульный и компактный дизайн для гибкой интеграции в системы
- Отличная устойчивость к воздействию окружающей среды и защита IP
- Долговечная эксплуатация с минимальным обслуживанием
По мере того, как упаковочная индустрия продвигается по пути к полной автоматизации и интеллектуальному производству, Waimica остается посвященной поставке масштабируемых, надежных и инновационных решений передачи. Мы остаёмся надежным партнёром для производителей, которым нужны точность, производительность и экономическая эффективность.